The stakes are real. Grand View Research values the global injection molding market at USD 298,717.5 million in 2024, projected to reach USD 462,437.7 million by 2033. Yet many buyers engage manufacturers without understanding how the process actually works, where quality risks live, or what separates a capable technology from a reliable supply chain solution.
This guide covers the complete process — from mold design and material selection through injection, cooling, and post-mold assembly — plus the quality factors, common misconceptions, and practical decisions that matter before you engage a manufacturer.
Key Takeaways
- Plastic injection molding assembly covers part production plus downstream joining, hardware insertion, and sub-assembly within one managed flow
- The process runs from material selection and mold preparation through injection, cooling, ejection, and post-mold operations
- Quality hinges on mold design, material choice, process parameter control, and your manufacturing partner's capabilities
- PPAP, APQP, and DFM review are the quality frameworks that separate consistent output from variable output
- A certified, end-to-end manufacturing partner reduces supplier count and owns full accountability from raw material to finished assembly
What Is Plastic Injection Molding Assembly?
The Core Process
According to the British Plastics Federation, injection moulding is a fast process for producing large numbers of identical items — from high-precision engineering components to disposable consumer goods. Plastic material enters via a hopper, moves through a heated barrel with a reciprocating screw, and is injected through a nozzle into a temperature-controlled split mould via gates and runners.
The result is a solidified part that takes the exact shape of the mould cavity. That's the molding step.
Assembly extends that process into a finished product. Post-molding operations include:
- Inserting threaded hardware, fasteners, or metal components
- Joining sub-components via snap fits, adhesives, or ultrasonic welding
- Integrating electrical or electromechanical elements
- Applying surface finishes, labels, or coatings
- Combining multiple molded parts into finished product structures
This is why "injection molding assembly" describes a broader scope than standalone molding — it covers the complete flow from raw pellet to finished, ready-to-install product.
How It Compares to Adjacent Processes
| Process | Best For | Key Limitation |
|---|---|---|
| Injection Molding | High-volume, complex, precision plastic parts | Higher tooling cost upfront |
| Blow Molding | Hollow objects — bottles, jars, containers | Limited to hollow geometries |
| Compression Molding | Heat/pressure-formed parts, often thermosets | Slower cycle times, less design complexity |
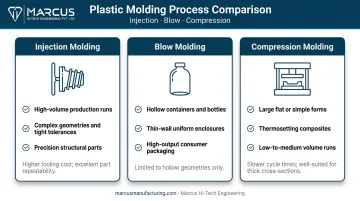
Injection molding leads on precision, repeatability, and design flexibility — which is why it dominates high-volume plastic part production across nearly every industry, from automotive to medical devices.
How the Plastic Injection Molding Assembly Process Works
Machine Anatomy
Every injection molding machine shares the same core architecture:
- Hopper — feeds raw plastic pellets into the system
- Heated barrel with reciprocating screw — melts the polymer and acts as a ram during injection
- Nozzle, runners, and gates — control how molten material flows into the mold
- Mold cavity and core (A-side/B-side) — form the part geometry
- Clamping system — holds the mold closed against injection pressure, which can reach up to one thousand atmospheres
The Mold: Where Quality Is Set
Mold design determines everything downstream. Key elements include:
- Two-plate construction (A-side cavity + B-side core)
- Runner and gate system — controls material flow path and fill balance
- Cooling channels — regulate temperature uniformity across the cavity
- Ejector pins — eject the solidified part after cooling
A poorly designed mold produces defects no amount of process tuning can fully correct. Gate location, draft angles, wall thickness uniformity, and cooling channel layout must all be right before a single shot is run.
Once the mold design is locked in, process parameters become the next critical lever for consistent part quality.
Process Parameters: The Control System
Plastics Engineering identifies six parameters that directly drive part quality:
| Parameter | Effect When Out of Range |
|---|---|
| Melt temperature | Too low → weld lines, short shots; too high → material degradation |
| Mold temperature | Controls cooling rate and surface finish |
| Injection, packing, holding pressure | Insufficient → voids; excessive → flash, warping |
| Cooling time | Inadequate → warping, distortion before ejection |
| Injection speed | Affects flow characteristics and air traps |
| Shot size | Influences fill consistency |
These parameters work as a system. Cooling alone accounts for 50% to 70% of total cycle time, so optimizing it has the biggest impact on throughput without compromising quality.
Step-by-Step: The Injection Molding Assembly Process
Step 1: Design, Material Selection, and Mold Preparation
Before any plastic is melted, three decisions must be locked in:
1. Part geometry validation — draft angles (industry guidance recommends 1 degree per inch of cavity depth as a starting rule), uniform wall thickness, and undercut identification must all be reviewed for moldability. Skipping DFM (Design for Manufacturability) review at this stage is the most common cause of costly rework.
2. Material selection — the right thermoplastic depends on the part's functional requirements:
- PP — impact resistance, thermal stability, lightweight
- ABS — flexural strength up to 77.9 MPa, good machinability
- PC (Polycarbonate) — heat resistant to 148°C glass-transition, impact resistant, dimensionally stable
- Nylon (PA) — high mechanical strength, thermal stability, low-friction sliding surfaces
- HDPE — excellent toughness, good stiffness, suitable for industrial parts
Marcus's partner network processes all of these, plus PPS, GFPP, POM, and other engineering-grade resins, across machines up to 3200T capacity.
3. Mold fabrication — the tool is precision-machined from steel or aluminum using CNC, EDM, and grinding. Marcus operates an in-house tool room for plastic injection mold development, including mold flow simulation to predict fill behavior, cooling performance, and potential defects before any metal is cut.
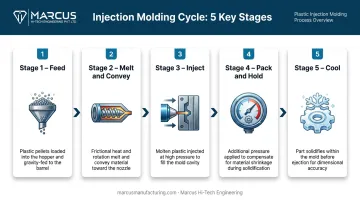
Step 2: Melting, Injection, Holding, and Cooling
The injection cycle follows a defined sequence:
- Feed — plastic pellets drop from hopper into the heated barrel
- Melt and convey — the reciprocating screw melts and moves material forward
- Inject — molten plastic is pushed under high pressure through runner and gate into the closed mold cavity
- Pack and hold — holding pressure compensates for material shrinkage as it cools
- Cool — the part solidifies; uniform shrinkage preserves shape, while differential shrinkage creates internal stresses and warpage
Cycle time is a function of injection time plus cooling time plus intermediate handling. Since cooling dominates the cycle, optimizing cooling channel design and mold temperature control directly reduces cost per part at volume.
Step 3: Ejection, Post-Mold Assembly, and Inspection
Once the cooling cycle completes and the mold opens, ejector pins push the solidified part free. Three operations follow in sequence:
Post-ejection operations:
- Sprue and runner removal
- Visual and dimensional inspection
- Automated inspection systems identify inconsistencies before defective parts move forward
Assembly operations:
- Threaded inserts pressed or ultrasonically installed
- Sub-components joined via snap fits, adhesives, or ultrasonic welding
- Painting, plating, or surface finishing applied
- Electromechanical elements integrated
Quality verification:
- Inline inspection during production runs
- CMM dimensional verification against CAD
- FAIR (First Article Inspection Reports) before scale-up
- PPAP documentation for regulated industries
Marcus applies APQP, PPAP, and FAIR processes across both its in-house assembly operations and its certified partner network — the same quality framework regardless of where the molded part originates.
Why Manufacturers Choose Plastic Injection Molding Assembly
Economics at Volume
The injection molding business case is straightforward: high upfront tooling cost, low per-unit cost at volume. Once the mold is built and qualified, adding units costs only material and machine time. The economics improve with every additional shot.
This makes injection molding the cost-competitive choice for production volumes where tooling amortization is feasible — and the wrong choice for very low volumes where tooling cost can't be spread across enough units.
Design and Material Flexibility
A single injection molding cycle can produce complex geometries, thin walls, multi-feature parts, and integrated snap fits — reducing the need for secondary joining operations.
Material options cover a wide performance range:
- Commodity PP — packaging and general-use parts
- Engineering-grade PC — optical and high-clarity applications
- Glass-filled Nylon — structural, load-bearing components
Industries Where It's the Established Standard
Injection molding is the default process across sectors where volume, precision, and repeatability are non-negotiable:
- Automotive — dashboards, bumpers, trim components, structural brackets
- Electronics — enclosures, switches, connector housings
- Medical — syringes, drug delivery devices, diagnostic equipment housings (the medical segment is forecast at 4.6% CAGR in the injection molded plastics market)
- EV — battery housings and covers
- Industrial — equipment housings, crates, power-tool bodies

Supply Chain Simplification
Managing separate suppliers for molding and assembly creates handoff points where quality gaps appear. As one Supply Chain VP at an industrial equipment group put it after consolidating multiple processes under a single partner: "One partner for casting, machining, plating, and assembly — our supply chain complexity dropped overnight."
Consolidating molding and assembly under one partner removes those handoff risks. Marcus operates on this model — its certified partner network handles high-tonnage molding under IATF 16949:2016 and ISO 9001 frameworks, while in-house assembly integrates molded parts directly into mechanical and electromechanical sub-assemblies. One point of accountability, from raw material to ready-to-install product.
SPE's Plastics Engineering reported an EV battery cover produced via automated sandwich injection molding achieving 10–20% weight reduction and up to 30% lower production cost — an example of what's possible when process and assembly are optimized together.
Key Factors That Affect Injection Molding Assembly Quality
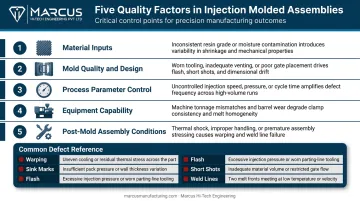
Quality problems in injection molded assemblies almost always trace back to one of five areas:
- Material inputs — thermoplastic type, grade, moisture content, and virgin vs. recycled material all affect melt flow, part strength, and surface finish. Wrong material selection is often invisible until field failure
- Mold quality and design — cavity precision, cooling channel layout, gate location, and draft angles determine the quality ceiling. A flawed mold design cannot be fully compensated by process adjustments
- Process parameter control — melt temperature, injection speed, holding pressure, and cooling time must stay within narrow windows. The most common defects and their causes:
| Defect | Primary Cause |
|---|---|
| Warping | Differential shrinkage from non-uniform cooling |
| Sink marks | Surface collapses where material cools too slowly |
| Flash | Excessive injection pressure overcoming clamp force |
| Short shots | Insufficient fill — low flowability or machine performance |
| Weld/knit lines | Divergent flow fronts meeting at low temperature |
- Equipment capability — machine tonnage must match the projected clamping area. Materials like PC and glass-filled Nylon require 3–5 tons/in², while high-flow PP and PE need 2–3 tons/in². Under-tonnaged machines allow flash regardless of process settings
- Post-mold assembly conditions — insert installation, joining operations, and overmolding must be controlled for position accuracy and repeatability. Any variation here compounds dimensional issues already present in the molded part
Controlling all five factors together is what separates acceptable first-article results from consistent production quality. PPAP submission — as defined by AIAG — formally documents that each factor has been validated against the engineering design record before volume production starts. Marcus builds this validation into every plastic injection molding assembly program: DFM review, mold flow simulation, T0/T1 tool trials, FAIR, and full PPAP submission are standard steps, not optional add-ons.
Common Misconceptions About Plastic Injection Molding Assembly
Myth: Injection Molding Only Works for Massive Volumes
Not quite. Volume thresholds vary by tooling type, part complexity, and supplier. Very low volumes — under 100 units — typically make injection molding economically unsuitable compared to 3D printing or CNC machining in plastic, where tooling cost doesn't exist. But mid-range production quantities are often viable, particularly with aluminium tooling.
The honest answer: tooling cost amortisation determines the break-even point, and that number varies by project.
Myth: The Mold Is a One-Time Cost
Molds wear, require maintenance, and design changes after the tool is cut are expensive. Investing in DFM review and mold flow simulation before tooling is cut is far cheaper than modifying a tool already in production.
Marcus's in-house tool room runs T0 and T1 trials specifically to catch dimensional and fill issues before production ramp-up — not after.
Myth: My Injection Molding Quote Covers a Finished Product
A molded part is one step in a broader assembly process. Many buyers only discover this gap when the molded component arrives and secondary operations still need to be sourced separately:
- Insert installation
- Joining and fastening
- Surface finishing
- Functional testing
Unmanaged handoffs between these steps introduce quality gaps. A single end-to-end manufacturing partner handles the full sequence — eliminating coordination failures between suppliers.
Conclusion
Plastic injection molding assembly is a proven, scalable process — but only when material selection, mold design, process control, and post-mold operations are all properly managed. Execution is the variable.
For buyers in regulated or high-volume industries, the practical question is not whether injection molding is the right process. For most complex, repeatable component needs, it is. The real question is whether your manufacturing partner understands both the molding and assembly dimensions, holds certified quality frameworks (IATF 16949:2016 or ISO 9001), and provides a single point of accountability from design through delivery.
Marcus Hi-Tech Engineering brings exactly that combination — vertically integrated injection molding, machining, and assembly capabilities, backed by 45+ years of B2B manufacturing experience across automotive, aerospace, and industrial sectors.
Frequently Asked Questions
What is the difference between injection molding and injection molding assembly?
Injection molding refers to forming plastic parts in a mold cavity through heat and pressure. Injection molding assembly extends this to include post-mold steps — inserting hardware, joining sub-components, integrating electrical elements, and combining parts into finished sub-assemblies or products ready for end use.
What materials are most commonly used in plastic injection molding?
PP, ABS, PC, Nylon (PA), HDPE, and POM cover the majority of applications. Material choice depends on required strength, heat resistance, chemical exposure, and regulatory requirements — medical-grade or food-safe grades add further specification constraints beyond standard mechanical properties.
How long does the injection molding process take from design to first part?
Lead times vary by mold complexity and tooling material. Simple single-cavity tools can take 4–8 weeks; complex multi-cavity molds often run 12–20 weeks. Secondary operations — assembly, PPAP documentation, texturing — each add time, so engage your manufacturer early to build a realistic project schedule.
What are the most common defects in injection molded parts and what causes them?
Key defects include warping (differential shrinkage), sink marks (slow surface cooling), flash (excessive pressure), short shots (incomplete fill), and weld lines (low-temperature flow convergence). Most stem from non-uniform wall thickness, improper cooling, incorrect pressure settings, or poor venting.
When should injection molding not be used?
Injection molding is generally not cost-effective for very low volumes due to tooling costs. For rapid design iteration or quantities under roughly 100 units, 3D printing or CNC machining in plastic is more appropriate — lower setup cost, faster turnaround, no tooling commitment.
How do I ensure quality in plastic injection molded assemblies?
Work with an IATF 16949:2016 or ISO 9001-certified manufacturer and require DFM review before tooling is cut. Treat PPAP and FAIR documentation as standard deliverables. Inline inspection and CMM dimensional verification during production catch deviations before they compound downstream.