What distinguishes die casting from sand casting or stamping is straightforward: molten metal is injected under high pressure — typically 10 to 175 MPa — into hardened steel dies, producing near-net-shape parts with complex geometries, tight tolerances, and smooth surfaces at cycle times that volume manufacturing demands.
This guide covers the full picture: how the process works, the materials involved, the three main casting techniques, the parts most commonly produced, and the trends reshaping how the industry approaches structural casting.
Key Takeaways
- Die casting uses high-pressure injection into reusable steel dies to produce complex, tight-tolerance metal parts at high volume
- Aluminum dominates automotive die casting for its strength-to-weight ratio; zinc and magnesium serve specific applications
- HPDC, vacuum-assisted HPDC, and LPDC each address different part requirements around porosity, structural integrity, and production volume
- Mega-casting (single-piece structural castings from large-tonnage machines) is accelerating EV platform design
- Automation and real-time process monitoring are now standard across high-volume automotive die casting operations
Why Automotive Manufacturers Rely on Die Casting
Die casting earns its specification in automotive production through measurable advantages — in weight, precision, design freedom, and cost per part at volume.
The Lightweighting Imperative
Tightening emissions and fuel economy regulations — including CAFE standards in the US and the EU's CO₂ targets under Fit for 55 — are pushing OEMs to strip weight from every system. Aluminium die casting delivers an exceptional strength-to-weight ratio that sand casting or stamping cannot match at comparable volumes. Every kilogram removed from a vehicle contributes measurably to fuel efficiency and EV range.
Dimensional Consistency at Scale
Die casting produces parts with tight as-cast tolerances — suppliers like Marcus Hi-Tech Engineering hold ±0.05mm as-cast on aluminium gearbox housings, tightened to ±0.01mm post-machining. That precision reduces or eliminates secondary machining operations, lowering total part cost and compressing lead times.
Design Flexibility
The process accommodates features that forging or extrusion simply cannot:
- Thin walls down to 0.5mm on zinc components
- Integrated bosses, ribs, and mounting lugs cast directly into the part
- Complex internal geometries and undercuts
- Intricate shapes produced in a single shot
Sustainability and Scalability
Aluminium can be recycled indefinitely without property loss, making die casting an efficient process for OEMs with sustainability commitments. Once tooling is amortised, the incremental cost per part at high volumes is very low — which is why die casting dominates medium-to-large production runs.
How Automotive Die Casting Works: The Step-by-Step Process
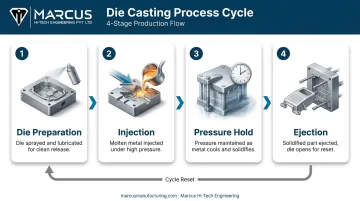
Every die casting cycle follows the same four-stage sequence:
- Die preparation — The die is cleaned, lubricated, and closed under clamping force
- Injection — Molten metal enters the die under high pressure (10–175 MPa) at controlled velocity
- Pressure hold — Pressure is maintained while the part solidifies and shrinkage is compensated
- Ejection — Ejector pins push the solidified part out; the cycle resets
Cycle times range from a few seconds for small zinc parts to over a minute for large aluminium structural components. Precise control over injection speed, die temperature, metal temperature, holding pressure, and cooling time is what separates a qualified automotive supplier from a commodity caster: these variables determine whether a part meets drawing requirements or becomes scrap.
Hot Chamber Die Casting
Hot chamber (gooseneck) machines maintain a molten metal pool inside the machine. A hydraulic piston forces metal through the gooseneck into the die, enabling very fast cycle rates — under 8 seconds for certain parts. This configuration suits zinc and magnesium alloys (lower melting points) but is unsuitable for aluminium, which would attack the internal components. Marcus Hi-Tech operates hot chamber machines up to 120T for zinc and magnesium applications.
Cold Chamber Die Casting
Cold chamber machines use a separate external furnace. A measured shot of molten metal is ladled into an unheated shot sleeve, then driven into the die by a hydraulic plunger. The cycle is slower than hot chamber, but it's the only viable option for aluminium and high-melting-point alloys. Cold chamber machines at Marcus range from 60T up to 2,500T, including 800T vacuum-assisted cells for structural programmes.
Post-Casting Operations
Most automotive castings require several downstream operations before they reach final specification:
- Flash trimming — hydraulic trim presses remove gate and runner material
- CNC machining — critical surfaces, bearing bores, and sealing faces finished to H7 tolerance (±0.012mm) and Ra 1.6 µm
- Inspection — CMM verification against GD&T callouts; 100% X-ray for safety-critical parts like suspension knuckles
- Surface treatment — powder coating, e-coat, anodising, or plating depending on application
Key Materials Used in Automotive Die Casting
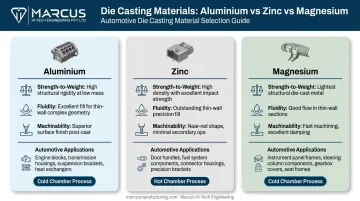
| Material | Key Strength | Typical Automotive Use | Process Type |
|---|---|---|---|
| Aluminium | Strength-to-weight, corrosion resistance | Engine brackets, transmission cases, EV battery housings | Cold chamber |
| Zinc | Fluidity, fine detail, impact strength | Door lock housings, seatbelt retractor gears, connectors | Hot chamber |
| Magnesium | Lightest structural option, machinability | Instrument panel frames, seat frames, steering columns | Hot chamber (AZ91D) |
Aluminium Alloys
Aluminium is the dominant die casting material in automotive production — lightweight, dimensionally stable in thin-walled sections, and highly recyclable. Key performance properties include:
- Retains strength at elevated temperatures
- Resists corrosion without additional surface treatment
- Achieves fine dimensional stability in complex thin-wall geometries
Common alloys include A380, ADC12, and AlSi10MnMg, each optimised for different performance requirements. Marcus Hi-Tech works across a broad alloy range — ADC10, ADC12, A380, A384, LM2, LM6, LM24, and LM25 — with A380 as the primary choice for powertrain applications including gearbox housings for passenger vehicles and commercial trucks.
Zinc Alloys
Zinc is the most fluid metal available for die casting, enabling the thinnest walls (0.5mm achievable), finest surface detail, and tightest tolerances (±0.02mm) of any die cast alloy. It runs in hot chamber machines, which means fast cycle times. Zamak 3 and Zamak 5 are most common for automotive use — door lock mechanisms, seatbelt retractor components, and precision connectors where aesthetic finish and dimensional accuracy both matter.
Magnesium Alloys
For weight-critical applications, magnesium offers the best strength-to-weight ratio of any structural die cast metal, along with excellent machinability. AZ91D is the workhorse alloy, used for instrument panel frames, seat frames, and steering column components. Marcus achieved up to 35% weight savings on direct magnesium-to-aluminium component substitutions. Newer high-purity alloys and surface treatments — including e-coat plus chemical film — have addressed the corrosion concerns that previously limited magnesium's application range.
Main Die Casting Techniques Used in Automotive
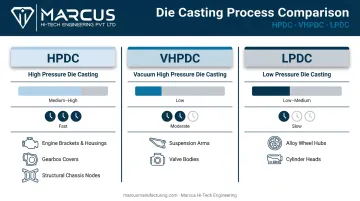
High-Pressure Die Casting (HPDC)
HPDC is the production workhorse. High injection velocities, fast cycle times, and compatibility with complex geometries make it the default choice for most automotive components. The limitation is inherent porosity from trapped air and gas during injection, which restricts heat treatment and can affect mechanical properties on safety-critical parts. For non-structural and semi-structural applications, HPDC delivers high throughput and competitive per-part cost.
Vacuum-Assisted HPDC (VHPDC)
VHPDC evacuates air from the die cavity before injection (typically to below 50 mbar), dramatically reducing porosity. Parts produced this way can be heat-treated, welded, and used in crash-relevant structural applications. This process is increasingly specified for EV battery enclosures, structural nodes, and load-bearing brackets.
Marcus Hi-Tech Engineering supports structural programmes requiring VHPDC, with machine capacity ranging up to 2500T and quality systems certified to IATF 16949:2016 — the standard required for safety-critical automotive supply chains.
Low-Pressure Die Casting (LPDC)
LPDC fills the die from below using controlled inert gas pressure (0.1–0.7 bar), so metal rises steadily without turbulence. This produces denser, porosity-free castings with better mechanical properties. A356-T6 parts achieve yield strengths exceeding 200 MPa after heat treatment. The trade-off is longer cycle times. LPDC is primarily used for aluminium road wheels, EV battery module structural frames, suspension knuckles, and other safety-critical components where internal integrity is non-negotiable.
Process Comparison at a Glance:
| Process | Porosity Level | Cycle Time | Typical Applications |
|---|---|---|---|
| HPDC | Moderate | Fast | Housings, brackets, covers |
| VHPDC | Very low | Fast–moderate | Structural nodes, EV enclosures |
| LPDC | Very low | Slower | Wheels, suspension knuckles, structural frames |
Automotive Parts Commonly Made by Die Casting
Powertrain and Structural Components
These high-volume, dimensionally critical parts represent die casting's core automotive territory:
- Cylinder heads and engine blocks (increasingly aluminium)
- Transmission cases and gearbox housings
- Oil pump bodies and mounting brackets
- Differential cases and transfer case housings
EV, Safety, and ADAS Components
Electrification and active safety are expanding what die casting supplies:
- Electric motor housings and EV battery pack enclosures
- Braking system components and power steering housings
- Seatbelt retractor spools and airbag housings
- LIDAR, radar, and camera housings for ADAS systems
Thermal and Electronic Management Parts
Modern vehicles carry significantly more power electronics than they did a decade ago — and die casting keeps pace. Parts in demand include:
- Heat sinks for power electronics and inverters
- ECU covers and connector housings
- Air conditioning compressor housings
- Thermal management plates for battery systems
Aluminium's thermal conductivity — around 96–205 W/m·K depending on alloy — makes it the default choice here, handling heat dissipation requirements that plastics simply cannot meet at volume.
Emerging Trends Shaping Automotive Die Casting
Mega-Casting and Integrated Structures
Tesla's Model Y demonstrated that a single-piece rear underbody, replacing over 70 separate stamped and welded parts, was manufacturable at volume. Toyota, Volvo, and others have followed with their own integrated casting programmes. Volvo, for example, now casts an EX60 floor section in approximately two minutes.
The manufacturing logic is compelling:
- Fewer individual parts and assembly joints
- Reduced tooling inventory and assembly labour
- Measurable weight savings through optimised geometry
- Simplified repair and body-in-white complexity
Partners supplying this trend need large-tonnage capability, simulation depth, and automotive-grade quality systems. Marcus Hi-Tech Engineering operates machines from 40T to 2,500T with a dedicated tool room running detailed flow, thermal, and cooling simulation before any tooling is cut. All new automotive programmes include APQP, PPAP, and FAIR deliverables as standard, aligned with IATF 16949:2016 requirements.

Structural EV Castings and Porosity Control
Battery-electric vehicles demand structural castings that are lighter, stronger, and heat-treatable, pushing VHPDC and LPDC into programmes previously served by standard HPDC. AlSi10MnMg and Silafont-36 alloys, optimised for vacuum die casting, are increasingly specified for structural EV nodes and battery enclosure frames.
Porosity control is central to qualifying these parts for structural use. Key methods include:
- Vacuum-assisted die casting to reduce trapped gas and achieve x-ray class 1–2 ratings
- Controlled shot velocity profiles to limit turbulence at the gate
- Post-cast T6 heat treatment, enabled by low-porosity VHPDC and LPDC processes
- Real-time shot monitoring to flag and reject out-of-spec injections immediately
Taken together, these controls allow EV structural nodes to meet the fatigue and crash-performance targets that standard HPDC parts cannot reliably achieve. That same shift toward tighter process discipline flows directly into how modern die casting cells are automated.
Automation and Industry 4.0 Integration
High-volume automotive die casting cells now integrate:
- 6-axis robotic part extraction and fettling
- Automated hydraulic trim presses with cycle times under 10 seconds
- In-line CMM and vision inspection
- Real-time shot monitoring for injection pressure and velocity, with automatic rejection of out-of-spec shots
Marcus Hi-Tech operates fully automated robotic fettling cells for heavy castings like engine blocks and cylinder heads, with ±0.1mm material removal accuracy. Real-time process monitoring is standard across production cells, supporting zero-defect manufacturing targets.
Frequently Asked Questions
How does the die casting process work in automotive manufacturing?
Molten metal is injected under high pressure (10–175 MPa) into a hardened steel die, held until solidified, then ejected by pins. The result is a near-net-shape part with tight tolerances and high repeatability, well-suited to the volume and consistency demands of automotive production.
What are the main types of die casting used in the automotive industry?
Three processes cover most automotive applications:
- HPDC: The standard choice for high-volume general automotive parts
- Vacuum-assisted HPDC (VHPDC): Specified for structural parts requiring low porosity and heat treatability
- LPDC: Used primarily for aluminium wheels and high-integrity structural castings
What metals are commonly used in automotive die casting?
Aluminium is the most widely used, valued for its strength-to-weight ratio and corrosion resistance. Zinc suits precision small parts requiring fine detail and tight tolerances. Magnesium is chosen for the lightest structural components where weight reduction is the primary driver.
What automobile parts are commonly made by die casting?
Common die cast automotive parts include:
- Engine blocks, cylinder heads, and transmission housings
- EV motor housings and battery enclosures
- Braking, steering, and suspension components
- Sensor housings, airbag housings, and seatbelt retractor spools
- Heat sinks for power electronics
Can die casting be automated in automotive production?
Automotive die casting is highly automated. Robotic part extraction, automated trim presses, in-line CMM and vision inspection, and real-time process monitoring are standard in competitive production cells — enabling consistent quality across large production runs with minimal manual intervention.
What is the lifespan of a die casting mould?
Mould life varies significantly by material. Zinc dies can reach 500,000–1,000,000+ shots; magnesium dies typically achieve 100,000–300,000+ shots; aluminium dies run 50,000–100,000+ shots. Differences in casting temperature and thermal stress on tooling drive this variation. Regular preventive maintenance and re-coating extend usable life considerably.