- By Marcus
- 03 Feb 2026
- No Comments
Gravity Die Casting (GDC): Process, Advantages, and Structural Applications
What is Gravity Die Casting?
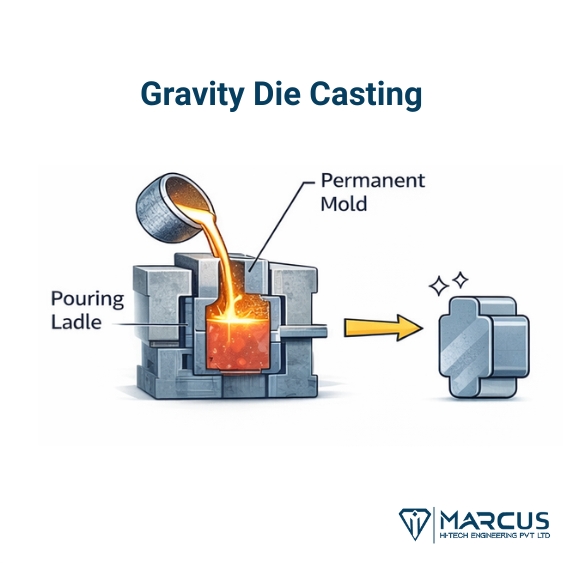
Gravity Die Casting is a process where molten metal is poured from a vessel or ladle into a preheated steel or cast iron mold. Because the metal fills the cavity under the force of gravity alone, it flows smoothly with minimal turbulence.
The Key Benefit: This results in a part with extremely low gas porosity and a denser grain structure. Unlike high-pressure parts, GDC components are fully heat-treatable (T6), allowing you to significantly boost their mechanical strength post-casting.
Gravity Die Casting Diagram: The Visual Flow
Understanding the gravity die casting diagram helps engineers visualize how air escapes and metal solidifies.
- Pouring Basin: The entry point where metal is introduced.
- Gating System: Channels that control the metal’s velocity to prevent splashing.
- Risers: Reservoirs of molten metal that “feed” the casting as it shrinks during cooling, preventing internal voids.
- Vents: Small openings that allow air to escape naturally as the metal rises.
The Gravity Die Casting Process (Step-by-Step)
- Die Preparation: The mold halves are cleaned, preheated (typically to 150°C–250°C), and sprayed with a refractory coating to protect the die and assist in part release.
- Pouring: Molten metal is poured into the die. To further reduce turbulence, many gravity die casting machines use tilt-pouring technology, where the die starts at an angle and levels out as it fills.
- Solidification: The metal cools naturally. Because steel dies conduct heat faster than sand, the metal attains a fine-grained, high-strength structure.
- Ejection: Once solid, the die is opened, and the casting is removed—either manually or via mechanical ejector pins.
- Trimming: The “gates” and “runners” are sawed off. The part then moves to heat treatment or CNC machining.
Gravity Die Casting: Advantages and Disadvantages
| Advantages | Disadvantages |
|---|---|
| Superior Strength: Low porosity and dense grain structure. | Slower Cycle Times: Filling and cooling take longer than HPDC. |
| Heat Treatable: Compatible with T6 heat treatment for maximum toughness. | Thicker Walls: Generally requires a minimum wall thickness of 3–5mm. |
| Lower Tooling Cost: Steel molds are cheaper than complex high-pressure dies. | Manual Labor: Often requires more operator intervention than automated lines. |
| Sand Cores: Can use sand cores to create complex internal hollows. | Lower Volume Efficiency: Best for runs of 500 to 50,000 units. |
Gravity vs. Pressure Die Casting (HPDC)
| Feature | Gravity Die Casting (GDC) | High-Pressure Die Casting (HPDC) |
|---|---|---|
| Pressure Used | Atmospheric (Gravity Only) | High (150–1200 bar) |
| Metal Flow | Smooth & Laminar | Turbulent & High-Velocity |
| Heat Treatment | Yes (Fully Compatible) | No (Risk of blistering) |
| Typical Volume | Medium | Very High |
| Tooling Cost | Moderate ($5k – $50k) | Very High ($20k – $100k+) |
Summary: When to Choose GDC?
Choose Gravity Die Casting when your project demands high structural integrity and you have a medium-volume production run. It is the perfect middle ground between the low cost of sand casting and the high speed of pressure die casting.